Statistical Process Control and Control Charts Overview
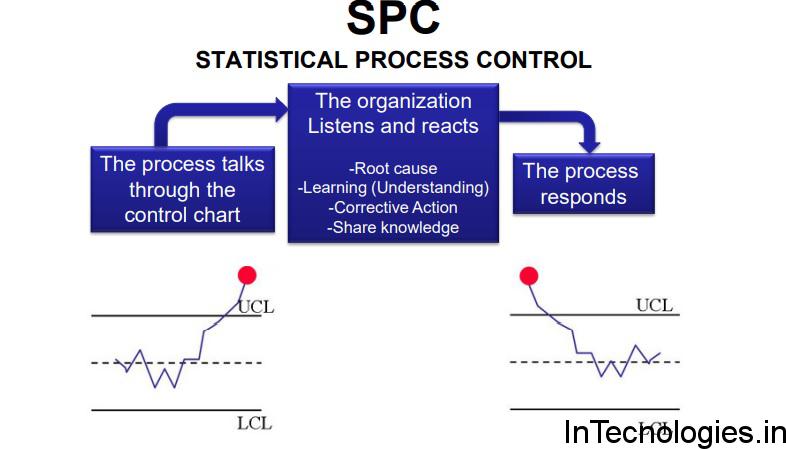
Table of Contents
Introduction
Statistical prose s control, one of the major quality techniques being emphasized as part of the resurgent focus on quality in this country, has gained wide acceptance among quality control experts. The long-term benefits of this technique are increase end communications among all department, better insight into cost reduction, continuous quality improvement, and a more effective design and fabrication interface. The “total quality” of the process is a never-ending endeavour to add new value to the product or service. This is the total quality approach presents a sharp contrast to the detection/inspection mode of the quality control prevalent in the industry over the last four decades, a mode that is a costly and the does not be the enhance either product or service. In the emerging total quality environment, a fundamental understanding of all the processes is essential for the continuous improvement. The objective of Total Quality Management (TQM) is to be broaden the focus of quality to embrace the concept of the continuous improvement process as a means by which an the organization of the creates and the sustains a positive and the dynamic working environment, fosters timework, applies quantitative methods and the analytical techniques and taps the creativity and ingenuity of all its people. As defined by the Department of Defines.

Types of Data
- Variable Data (Continuous Data)
Measurements on a continuous scale
Examples
• Product Dimensions
• Weight
• Time
• Cost
• Process parameters (cutting speed, injection pressure, etc.)
- Attribute Data (Discrete Data)
Data by counting
• Examples
• Count of defective parts from production
• Number of chips on a painted part
Defining a Process
Any process can be understood as a series of operations during which a “value added” activity I performed at each subsequent step. A process is therefore the transformation of a set of inputs, which can include but is not limited to methods, people, materials, and machines, that re cults in some output, such as products, information, or services. The total performance of the process-the quality of its output and its productive efficiency-depends on the way the process has been designed and built and on the way it is operated. In each area of every organization, many processes are taking place simulate noisily. Every task throughout and the organization must be viewed as a process. To bring the system under control, the variables affecting the output must be the reduced
In other words, the key to the improving quality is to be improve the system, and one way to do that is to control the processes. The terms “feedback control systems,” as used in the system analysis and the industrial technology, and “control of processes,” for the measurements of variations, are interrelated. Process control is a part of feedback control the system. Feedback control systems influence eve very facet of modem life, from chemical process plants, navigational and guidance systems, space satellites, and pollution control, to the mass transit system. In the broadest. sense, a feedback control system is any interconnection of component designs to provide a desired output on the basis of a feedback of prior system information. For example, the portion of a system that is the controlled is called the “plant” and is affected by the applied signals called “inputs,” which the product signals of the interest called “outputs.” Whether the plant is an a electrical generator or a nuclear reactor, it is the designer’s job to ensure that is plant operate as required by using a “controller” to be the produce a desired behaviour. In the process control, the feedback control, data are the collected and the appropriated action is taken by control the quality of the proses and the product on of the basically analysis the mean remints.
The Concept of Variation
One of the fundamental aspects of nature that is the events or physical object are not precisely repeatable time after time. One of the characteristics of the modem manufacturing is that no two pieces are ever made by exactly alike. The variations may be mall, for the example, as for gage blocks, which have been the guaranteed to two-millionths of an inch. Whether large or small, variations exist in the parts man factored in all fabrication processes. Regardless of the whether parts are fabricated by the numerical control machine tools, annealing furnaces, painting machines, or tools for the potting and encapsulation of delicate electronic components, some variations always the occur. The sources of variation are many. They include 318 People High morale Skill Knowledge Training and the education Motivation Dedication the Environment Stable Predictable Supportive and the encouraging Rewarding Fair Material Safe and sound handling and storage Just-in-time delivery Meets specification Correct material Methods of the Consistent Correct procedure are the Continuously monitored process Correct information the including specification People the way they perform their duties are Equipment adjustments and the conditions Material (uniformity) Methods the proceed as used The amount of the basic variability will depend on various characteristics of the proceed .
Variation
1. Common Cause The many factors that result in variation that is consistently acting on a process. If only common causes are present in a process it is considered stable and in control. If only common cause variation is present in a process the process outcome is predictable.
2. Special Cause Also known as assignable causes, special causes are factors that result in variation that only affect some of the process output. Special cause variation results in one or more points outside of controls limits and / or non-random patterns of points within control limits. Special cause variation is not predictable and, if present in a process, results in instability and out of control conditions
Process Capability
- Understand process capability and specification limits
- Understand the procedure of calculating process capability
- Understand Cp , Cpk, Pp and Ppk indices
- Estimating percentage of process beyond specification limits
- Understanding non-normal data
- Example capability calculation
Specification Limits
Individual features (dimensions) on a product are assigned specification limits. How do we determine a process is able to produce a part that meets specification limits? Process Capability!

Determine Stability
All sample means and ranges and in control and do not indicate obvious trends

Determine Normality
Placing all data in a histogram may be used to help determine normality. If the data represents a normal curve.

Statistical Process Control
Statistical process control (SPC) the provides a method for the controlling variability that is an affects quality characteristics in the fabrication processes. As a technique for the implementing process control using modern statistical tools and the techniques, spec fosters quality while the product is being produced, not afterwards. The goal of a spec is to be generate the highest possible degree of consistency in any process through the collection, analysis, and interpretation of data. Statistical process control is a formalized system for the paying attention to detail using mathematics statistics to study a set of causes the process in order to the stabilize, monitor, and the improve production i.e. , better control The effects of a working statistical process control (SPC) system are to be continuously improve the process through closer targeting and to reduce variability. Continuous process improvement lower cost while assuring consistent quality and reliability.
Cpk Overview
Cpk is a capability index. It takes the process location and the capability into account.
Cpk can be calculated for both single sided (unilateral) and two sided (bilateral) tolerances. For bilateral tolerances Cpk is the minimum of CPU and CPL where:
CPU = 𝑈𝑆𝐿 − 𝑋 3𝜎𝑐 = 𝑈𝑆𝐿 − 𝑋 3 𝑅 𝑑2 and CPL =𝑋 −𝐿𝑆𝐿 3𝜎𝑐 = 𝑋 −𝐿𝑆𝐿 3 𝑅 𝑑2
Where: 𝑋 = Process average USL = Upper specification limit LSL = Lower specification limit 𝑅 = Average Range d2 = a constant value based on subgroup sample size Note that 𝑅 𝑑2 is an estimate of the standard deviation.
Cp indicates how many process distribution widths can fit within specification limits. It does not consider process location. Because of this it only indicates potential process capability, not actual process capability. Cpk indicates actual process capability, taking into account both process location and the width of the process distribution.
Cp Calculation
Cp = 𝑈𝑆𝐿 −𝐿𝑆𝐿 6𝜎𝑐 = 𝑈𝑆𝐿 −𝐿𝑆𝐿 6 𝑅 𝑑2
Where:
USL = Upper specification limit
LSL = Lower specification limit
𝑅 = Average Range
d2 = a constant value based on subgroup sample size
Cp = Potential Process Capability = 𝑇𝑜𝑙𝑒𝑟𝑎𝑛𝑐𝑒 𝑊𝑖𝑑𝑡ℎ 𝑜𝑓 𝐷𝑖𝑠𝑡𝑟𝑖𝑏𝑢𝑡𝑖𝑜𝑛 = 𝑉𝑜𝑖𝑐𝑒 𝑜𝑓 𝐶𝑢𝑠𝑡𝑜𝑚𝑒𝑟 𝑉𝑜𝑖𝑐𝑒 𝑜𝑓 𝑃𝑟𝑜𝑐𝑒𝑠𝑠
This index indicates potential process capability. Cp is not impacted by the process location and can only be calculated for bilateral tolerance.
Control Charts
In the (1920), Walter Shisha (11) of The Bell Laboratories first developed a way to be the take data from a process and the prepare a graph. On the basis of the graph (known today as the “P” chart), he is credited with the development of the theory and application of control charts. Since the control charts have been used the successfully in a wide variety of the process control situations in the United States and other countries.
A control chart can be the thought of as a traffic signal, the operation of which is the based on evidence from a small sample, usually consisting of more than one individual measurement, taken at the random from a process. The varied tons of any on characteristic are the quantified by sampling the output of the process and estimating the parameters of its statistical distribution. Changes in the distribution are revealed by the plotting these estimate versus time.
Control Charts for Variables
There are two types of control charts: variable and attribute. Control charts for variables are powerful tools that can be used when measurements from a process are available. Variable charts explain process data in terms of both spread (piece-to-piece variability) and location (process average). Control charts for variables are prepared from quantitative data where measurements are used for analysis, such as the diameter of a bearing journal in millimetres, the closing effort of a door in kilograms, the concentration of an electrolyte in percent, or the torque of a fastener in newton meters.
Use Of the Control Charts To the Analyse Top Parts
To the assure hardware quality, the Engineering and the Fabrication Branch (TEO) uses a series of control charts designed especially for the very short fabrication runs. This type of the control chart is suitable for the frequent machine changeovers and setups to accommodate many different parts with the similar characteristics that is undergo the same fabrication process. The control chart used in (TEO) is called a NOM-I-NAL chart. The special feature of this chart is the coding of the measured reading as the variations from a common reference point. Charts of this type were used by (TEO) in analysing parts fabricated for the TOPEX Poseidon program. The primary function of ASA’S TOPEX program is to be improve our understanding of the global ocean dynamics by making precise and the accurate observations of the oceanic topography. The Laboratory supplied the TOPEX satellite with it’s the primary sensor, a dual-frequency radar altimeter, a laser retro-reflector array, and an ultra-stable frequency reference unit.
Implementation of Statistical Process Control
Successful implementation of the ongoing, effective statistical process control (SPC) requires a realistic and the practical approach. With proper planning, it should be able to be implemented in a real-world organization comprising various groups with competing problem and priorities. One of the conditions deemed nice ray for SPC to work is continuous education and training. An overall strategy including an evaluation of need , a clear description of pertinent concepts, meaningful application opportunities, and follow-up to ensure effective use of concepts, is an absolute requirement for succeed .
Care acting robust products. A robust design is one that is sound and reliable and capable of performing its function under a wide range of conditions and environments. Robust designs are less sensitive to variation in parts, processes, and operating environments.
Conclusion
Achieving the quality standards of the 1990s requires a preventative philosophy, not a reactive one. The goal is to apply technical expertise at the earliest stages of design in the form of SPC process capability studies, process optimization, and parameter design. Statistical process control involves everyone in process improvement by providing objective, workable data. It allows contain uses improvement instead of merely aiming for all parts to be within a tolerance band
Process capability studies, control charts, and the loss function analysis are but a few of the tools available in the effort to be reduce variation. When used in tandem with an implementation plan, these tools can help reduce variability, which can be lead directly to producing highly reliable systems while be reducing development time and the costs.
Japanese business leaders recognized the value of a statistical approach beginning in 1950, and they made by statistical control a cornerstone of their economic rebirth. In the fact, if there is one single “secret” to the post-war Japanese success, it is the relentless daily pursuit of productivity and the quality improvement using statistical methods.
{ “@context”: “https://schema.org”, “@type”: “BlogPosting”, “mainEntityOfPage”: { “@type”: “WebPage”, “@id”: “https://intechnologies.in/statistical-process-control-control-charts/” }, “headline”: “Statistical Process Control and Control Charts Overview”, “image”: “https://intechnologies.in/wp-content/uploads/2022/06/Statistical-Quality-Control-InTechnologies.in_.jpg?v=1655820570”, “author”: { “@type”: “Person”, “name”: “In Technologies”, “url”: “https://intechnologies.in/” }, “publisher”: { “@type”: “Organization”, “name”: “In Technologies”, “logo”: { “@type”: “ImageObject”, “url”: “https://i0.wp.com/intechnologies.in/wp-content/uploads/2020/06/cropped-InTechnologiesNew.png?fit=182%2C121&ssl=1” } }, “datePublished”: “2022-06-07”, “dateModified”: “2022-06-07” }


0 Comments