What is CNC Machining Programming?
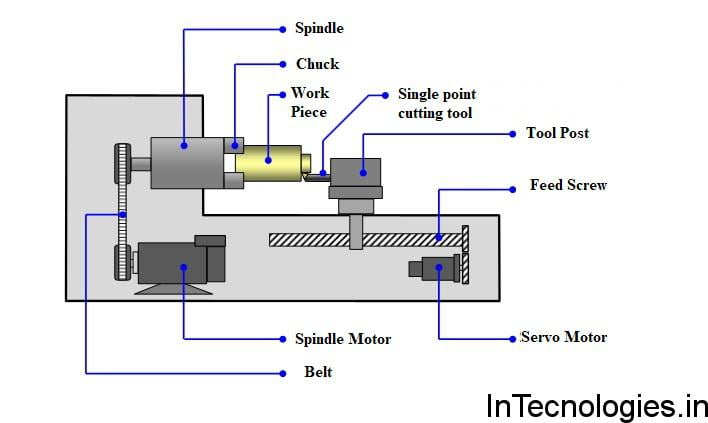
Table of Contents
What is a CNC Machine
CNC Computerised Numerical Control (Computer + Numerical Control)
- Numerical control is a programmable automation in which the process is controlled by Numbers, Letters, and symbols.
- CNC Machining is a process used in the manufacturing sector that involves the use of computers to control machine tools like lathes, mills, and grinders.
Why is CNC Machining necessary
- To the manufacturing complex, curved geometries in the 2D or 3D were extremely expensive by mechanical means which usually would require complex jigs to the control cutter motions.
- Machining components with high Repeatability and Precision.
- Unmanned the machining operations.
- To improve production planning and to the increased productivity.
- To survive in the global market CNC machines are a must to achieve close tolerances.
CNC Machine Details
The maximize learning this course focuses on the CNC machines made by Haas Automation, Inc. of Oxnard, CA. Chapters 5 CNC Programming Language and 6 CNC Operation are written specifically for the Haas control. Haas machines are highlighted for the following reasons.
- Manufacturing industries. Haas Automation is the largest machine tool builder in western the world.
- Haas has donated or endowed many machines to colleges, universities, and technical schools, so they are likely to be found in educational institutes.
- All Haas machines use the same control, work similarly, and use industry-standard programming. What is learned is easily transferred to other make or model machines.
- Haas makes several small-footprint CNC machines designed specifically for engineering, prototyping, medical, jewelry, and the niche.
CNC Safety Practices
Use these extra precautions when running the CNC program for the first time.
- Use machine Rapid and the Feed override controls to slow the machine down.
- A major cause of the crashes is setting the tool or the fixture offset incorrectly. Pay particular attention to moves at the start of the program and immediately after a tool change as the tool moves towards the part. Use single-‐block mode to the advance through program one line at a time until the tool is at the cutting depth.
- Remain at the machine with a hand on or the near emergency stop button.
- Stop machine motion at the first sign of trouble.
Types Of CNC Tools
A wide range of tool types and configurations are available for CNC milling machines. Discussing every type, variation and use are beyond scope of this course. This chapter introduces the most commonly used tools for prototype and short-run production machining. Any tool supply cattalo will list many others.
- End mills (Flat, Ball, Bull, and Chamfer)
- Face mill
- Corner Rounding tools
- Slot Tools
- Spot-‐Centre Drill
- Twist Drill
- Tap
- Reamer
1. End mills (Flat, Ball, Bull, and Chamfer)
Milling tools include flat, ball, bull nose and the chamfer. Flat nose mills are used for the milling 2D contours and the pockets. Ball nose mills are used for the 3D milling. Bull nose end mills have a radius the corner. They are used to the create a fillet on bottom of the wall. Because they are the sturdier than an end mill they are also sometimes used for the roughing operations. Chamfer mills have and the angled nose used to create a chamfer or to the deburr parts.

2. Face Mill
A face mill has cutting inserts that are replaced when the worn. They are rigid, may have up to the eight or more cutting edges, and the can remove material quickly. They are often used for the first machining operation to the quickly create a flat finished face on the part.

3. Corner Radius Tool
Corner radius also called Corner Round tools are used to the place a fillet on outside corner of the part.

4. Slot Mill/Slotting Saw
Slot mills include side milling cutters, slitting saws, and Woodruff keyset cutters. Slitting saws and side milling cutters are installed on a special arbour. Woodruff cutters are single piece tools used for creating slots and undercuts that can be held in a standard tool holder.
5. Hole Making Tools
1. Canter Spot Drills
Canter spotting drills are short and the very rigid drills used to the create a conic on face of the part. Because they come to the sharp point and the resist bending, they locate the hole precisely. The conic helps prevent the subsequent drill from wobbling and the ensure drill is located precisely and the drills straight down. Countersink drills are used to the create conical face for the machine screw.
Combined spotting-‐countersinks are used to create a screw clearance hole and countersink in one operation. There are many different sizes and tip angles of canter, countersink, and combined drills. Be sure the tip angle of the countersink matches the included angle of the machine screw, and that the drill diameter is greater than the screw head diameter.

2. Twist Drill
Twist drills are available in the many diameters and the lengths. Usually made of the high speed steel, carbide, or cobalt, they may also be coated with the titanium nitride Tin for the longer life. The tip angle of most twist drills is the 118 degrees.

3. Taps
Cutting taps form the threads by shearing material away. Form the taps roll taps form the thread by forming the metal to the shape. Form taps produce no chips and are used for the soft materials including aluminium, copper, brass and the plastics. Bottoming taps are used to the tap blind holes. Spiral point taps push the chip ahead and out bottom of the through hole. Taps require a hole drilled to the correct size to ensure thread is the formed properly. For example, a ¼-‐20 cutting tap requires drilling the 201 (7) hole. Refer to the drill chart in Appendix A to the find correct drill size for a specified thread size and the fit.
4. Reamer
Use reamers to the create holes of precise shape and the excellent surface finish. Reamed holes are the usually accurate within the 0002 inches diameter. For example, a reamer is used for the holes used for ground pins and the bushings. Reamers require a specific size hole be drilled before the use. Cutting speeds and the feeds are also important. Remove too little or too the much material and the hole will not be the correct size.

Configuration of the machine tool (CNC Lathe)
Lathe is a type of machine tool that removes the material from rotating workpiece the stock to be machined with cutting tool single point tool, or tooling/drilling bits to make the workpiece form a desired shape. CNC lathes generally consist of various equipment such as the chuck to hold the work piece, spindle and its motor to rotate the work piece, servo motor(s) to move the cutting tool to the machining points.

CNC Machine Coordinates
The CNC Machine Coordinate System is the illustrated in Figure. The control point for the Machine Coordinate System is the defined as canter-‐face of the machine spindle. The Origin point for the machine coordinate system is the called Machine Home. This is the position of the canter-‐ face of the machine spindle when the Z-‐axis is fully retracted and the table is moved to it’s the limits near back-‐ left corner.
CNC Motion Control
Most the CNC machines can position each axis within the 0002 inches or less over the entire machining envelope. This accuracy is the achieved in part by use of the closed-‐loop servo mechanism, illustrated in the Figure 5. The machine control sends a motion signal, via a controller board, to the servo motor attached to the each machine axis. This causes servo motors to the rotate a ball screw attached to the table or column, causing it to the move.
The actual position of the axis is continuously monitored and the compared to command position with the feedback from a servo transmitter attached to the ball screw. Ball screws have almost no the backlash, so when the servo reverses direction there is the almost no lag between a commanded reversing motion and the corresponding change in the table direction. The CNC controls employ electronic compensation to the adjust for any minor backlash that may exist.
The axes of CNC Lathe
Lathe has the coordinate system to the designate positions required for the machining work piece. As the shown below vertical direction is called X axis, and the horizontal direction is the called Z axis. The X axis and Z axis form the right angle.

Format of machining program
Machining program is the measure to tell the CNC how and in which the order it makes machine tool the move. The primary unit of the CNC command that constitutes machining program is made in the combination of an alphabetical letter and the numerical value. This primary unit alphabetical letter + numerical value is the called a word. The alphabetical letter at the head of a word is the called on the address.

Sequence Number
N is the address to be used to the visually identify a certain machining content block by programmer the operator. “N” is the called as Sequence number when accompanied by the numerical value. This sequence number can be used the identify location of the executing block of the program. The display screen of the CNC control shows status of the CNC operation.
When you run a program the sequence number of the currently running block will appear on the display. Note that sequence number on the screen is the retained even after it is the executed, so latest sequence number control ran will be the appear even while control is the running other blocks with the no sequence numbers (N).
How to command position Absolute mode and incremental mode
For the machining of work piece, it is the necessary to move tool to the intended position. In the CNC program, axes move on the machine tool is instructed by the designation of both target axes to move and the destination of the axes. There are two kinds of the positioning mode;
- Absolute mode to the specify destination with the coordinates.
- Incremental mode to the specify amount of motion relative to the previous position. In the general, we choose the best mode depending on how the dimensions on a drawing are the specified.
- Absolute mode: When the destination is being specified with it’s the coordinates.
- Incremental mode: When destination is the being specified with amount of the motion relative to the current position.

Format of machining program
In the formatting of machining program, one or the more words commands constitute one the line. The sign of new line at the end of a line is shown as on the CNC display screen. One line of the machining program is the called a block. Write % at end of the machining program. The machining program will be the executed block by the block.
Commonly Used Word Addresses
- N-CODE: Sequence number used to the identify each block with in and the NC program and provides a means by which the NC commands may to be the rapidly located. It is the program line number. It is the good practice to increment each block number by the 5 to 10 to allow additional blocks to be the inserted if future changes are required.
- G-CODE: Preparatory Word, used as the communication device to prepare the MCU. The G-code indicates that a given control function such as the G01, linear interpolation, is to be requested.
- X, Y & Z-CODES: Coordinates. These give coordinate positions of the tool.
- F-CODE: Feed rate. The F code specifies feed in the machining operation.
- S-CODE: Spindle speed. The S code specifies cutting speed of the machining process.
- T-CODE: Tool selection. The T code specifies which tool is to be used in a specific operation.
- M-CODE: Miscellaneous function. The M code is used to designate a particular mode of operation for and the NC machine tool.
- I, J & K-CODES: They specify centre of the arc coordinates from the starting.
Machine Zero Point
The machine zero point can be set by the three methods by operator, manually by the programmed absolute zero shift, or by work coordinates, to suit holding fixture or the part to be the machined. Manual setting operator can use the MCU controls to locate spindle over the desired part zero and then set the X and Y coordinate registers on the console to the zero.



0 Comments